জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
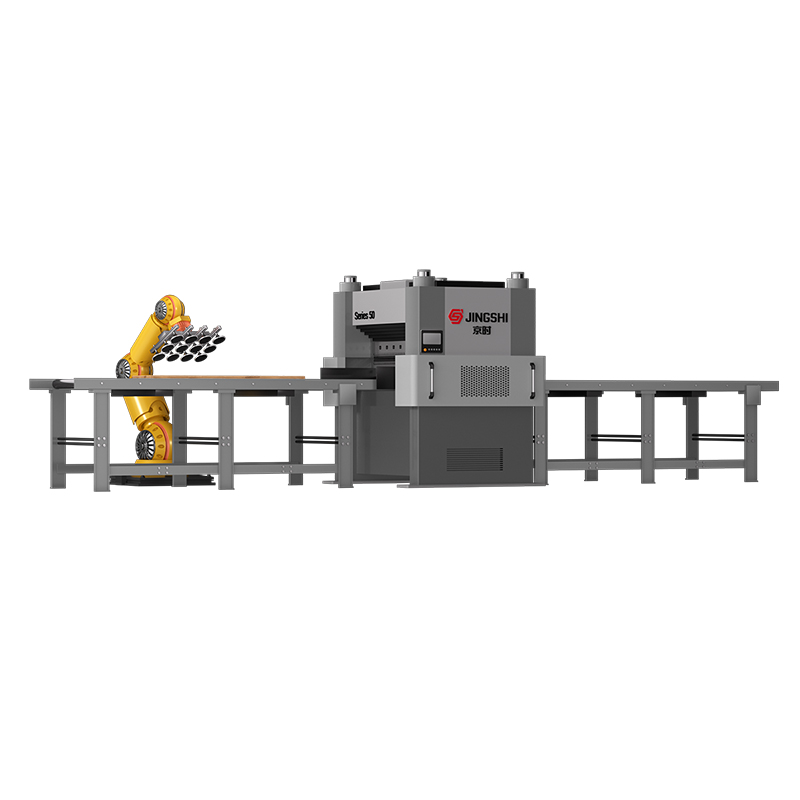
একটি লেভেলার, একটি নামেও পরিচিত লেভেলিং মেশিন বা রোলার লেভেলার , একটি শিল্প মেশিন যা অভ্যন্তরীণ চাপ, ওয়ারিং এবং পৃষ্ঠের অনিয়ম দূর করে ধাতব কয়েল, শীট এবং প্লেটগুলিকে সমতল করার জন্য ডিজাইন করা হয়েছে। মেশিনটি অফসেট রোলারগুলির একটি সিরিজের মধ্য দিয়ে ধাতু পাস করে কাজ করে যা নিয়ন্ত্রিত নমন শক্তি প্রয়োগ করে, স্থায়ীভাবে একটি সমতল, চাপ-মুক্ত পৃষ্ঠ অর্জনের জন্য উপাদানটিকে বিকৃত করে। লেভেলার হল ধাতু প্রক্রিয়াকরণ সুবিধা, ইস্পাত পরিষেবা কেন্দ্র এবং উত্পাদন কেন্দ্রগুলিতে প্রয়োজনীয় সরঞ্জাম যেখানে স্ট্যাম্পিং, লেজার কাটা বা ঢালাইয়ের মতো পরবর্তী ক্রিয়াকলাপগুলির জন্য ফ্ল্যাট ধাতু গুরুত্বপূর্ণ।
লেভেলিং মেশিন কিভাবে কাজ করে
সমতলকরণ প্রক্রিয়া প্লাস্টিকের বিকৃতি নীতির উপর নির্ভর করে। যখন ধাতু একটি লেভেলারের মধ্য দিয়ে যায়, তখন এটি একটি স্তব্ধ প্যাটার্নে সাজানো একাধিক রোলারের সম্মুখীন হয়- পর্যায়ক্রমে উপরের এবং নীচের রোলারগুলি বিপরীত বাঁকের একটি সিরিজ তৈরি করে। প্রতিটি বাঁক উপাদানের ফলন শক্তিকে ছাড়িয়ে যায়, যার ফলে স্থায়ী বিকৃতি ঘটে যা অভ্যন্তরীণ চাপকে নিরপেক্ষ করে।
রোলার কনফিগারেশন
একটি সাধারণ নির্ভুলতা লেভেলার থাকে 9 এবং 21 রোলারের মধ্যে , যদিও ভারী-শুল্ক মডেল আরো থাকতে পারে. এন্ট্রি রোলারগুলি বড় ফাঁক দিয়ে আক্রমনাত্মক বাঁক প্রয়োগ করে, যখন প্রস্থান রোলারগুলি সূক্ষ্ম সংশোধন তৈরি করতে ধীরে ধীরে ছোট ফাঁক ব্যবহার করে। বাঁকানো তীব্রতার এই ধীরে ধীরে হ্রাস উপাদানটি ন্যূনতম অবশিষ্ট চাপ এবং সর্বাধিক সমতলতার সাথে প্রস্থান নিশ্চিত করে।
সমন্বয় প্রক্রিয়া
আধুনিক লেভেলারগুলিতে হাইড্রোলিক বা বৈদ্যুতিক সমন্বয় ব্যবস্থা রয়েছে যা রোলারের অনুপ্রবেশ গভীরতা নিয়ন্ত্রণ করে। অপারেটররা উপাদানের বেধ, কঠোরতা এবং প্রাথমিক সমতলতার উপর ভিত্তি করে সেটিংস পরিবর্তন করতে পারে। উন্নত মডেলগুলির মধ্যে রয়েছে স্বয়ংক্রিয় গেজিং সিস্টেম যা আগত উপাদানগুলি পরিমাপ করে এবং রিয়েল-টাইমে রোলার অবস্থানগুলি সামঞ্জস্য করে, এর সমতলতা সহনশীলতা অর্জন করে ±0.5 মিমি প্রতি মিটার বা আরও ভাল .
লেভেলিং মেশিনের প্রকারভেদ
রোলার লেভেলার
রোলার লেভেলার হল সবচেয়ে সাধারণ প্রকার, যা থেকে কয়েল এবং শীট প্রক্রিয়াকরণের জন্য উপযুক্ত 0.3 মিমি থেকে 25 মিমি বেধ . তারা কোল্ড-ঘূর্ণিত ইস্পাত, স্টেইনলেস স্টীল, অ্যালুমিনিয়াম এবং তামার মিশ্রণ সহ বিভিন্ন উপকরণ পরিচালনা করে। প্রোডাকশন লাইনগুলি প্রায়ই রোলার লেভেলারকে স্লিটিং, কাট-টু-লেংথ বা ফাঁকা সরঞ্জামের সাথে একত্রিত করে।
স্ট্রেচার লেভেলার
স্ট্রেচার লেভেলার উপাদান উভয় প্রান্তে আঁকড়ে ধরে এবং সাধারণত অনুদৈর্ঘ্য টান প্রয়োগ করে 1-3% প্রসারিত , waviness এবং কুণ্ডলী সেট নির্মূল. এই প্রক্রিয়াটি 3 মিমি এর নিচে পাতলা গেজ উপকরণগুলির জন্য বিশেষভাবে ভাল কাজ করে যেখানে রোলার সমতলকরণ পৃষ্ঠ চিহ্নিতকরণের কারণ হতে পারে। স্ট্রেচার লেভেলাররা কোল্ড-রোল্ড কয়েলে সাধারণ প্রান্তের তরঙ্গ এবং কেন্দ্র ফিতে ত্রুটিগুলি দূর করতে পারদর্শী।
প্লেট লেভেলার
থেকে পুরু প্লেট জন্য ডিজাইন 6 মিমি থেকে 200 মিমি , প্লেট লেভেলার কম কিন্তু বৃহত্তর ব্যাসের রোলার এবং উচ্চ নমন শক্তি ব্যবহার করে। এই মেশিনগুলি স্ট্রাকচারাল স্টিল প্লেট, জাহাজ নির্মাণের উপকরণ এবং ভারী ফ্যাব্রিকেশন স্টক প্রক্রিয়া করে যেখানে ওয়েল্ডিং এবং অ্যাসেম্বলি অপারেশনের জন্য যথার্থ সমতলতা গুরুত্বপূর্ণ।
মূল উপাদান এবং নকশা বৈশিষ্ট্য
| কম্পোনেন্ট | ফাংশন | উপাদান/স্পেসিফিকেশন |
|---|---|---|
| কাজ রোলার | উপাদানে নমন বল প্রয়োগ করুন | শক্ত ইস্পাত, 60-65 HRC, ক্রোম-ধাতুপট্টাবৃত |
| ব্যাকআপ রোলার | বিচ্যুতি বিরুদ্ধে কাজ rollers সমর্থন | নকল ইস্পাত, কাজের রোলারের চেয়ে বড় ব্যাস |
| হাইড্রোলিক সিস্টেম | রোলার অবস্থান এবং চাপ সামঞ্জস্য করে | অপারেটিং চাপ 150-250 বার |
| প্রবেশ/প্রস্থান টেবিল | গাইড এবং সমর্থন উপাদান | চিহ্নিতকরণ প্রতিরোধ করতে রোলার বা ব্রাশ টেবিল |
| কন্ট্রোল সিস্টেম | পরামিতি এবং অটোমেশন পরিচালনা করে | HMI টাচস্ক্রিন সহ PLC-ভিত্তিক |
ফ্রেম নির্মাণ সমতলকরণ শক্তি যে অতিক্রম করতে পারে প্রতিরোধ করা আবশ্যক 1000 টন ভারী-শুল্ক অ্যাপ্লিকেশনে. লোডের নিচে রোলার সারিবদ্ধতা বজায় রাখার জন্য নির্মাতারা সাধারণত স্পষ্টতা-মেশিনযুক্ত বিয়ারিং হাউজিং সহ ঢালাই করা ইস্পাত ফ্রেম ব্যবহার করে। ফ্রেমের দৃঢ়তা সরাসরি সমতলকরণের নির্ভুলতাকে প্রভাবিত করে, কারণ বিচ্যুতি উপাদানের প্রস্থ জুড়ে রোলারের অনুপ্রবেশে তারতম্য ঘটায়।
শিল্প অ্যাপ্লিকেশন
স্বয়ংচালিত উত্পাদন
স্বয়ংচালিত স্ট্যাম্পিং প্ল্যান্টগুলি গঠনের ক্রিয়াকলাপের সময় কুঁচকানো, ছিঁড়ে যাওয়া এবং মাত্রিক ত্রুটিগুলি প্রতিরোধ করার জন্য ব্যতিক্রমীভাবে ফ্ল্যাট স্টিলের ফাঁকা প্রয়োজন। লেভেলিং মেশিনগুলি উচ্চ-শক্তির ইস্পাত গ্রেড পর্যন্ত প্রক্রিয়া করে 1500 MPa প্রসার্য শক্তি শরীরের প্যানেল, কাঠামোগত উপাদান এবং চ্যাসি অংশগুলির জন্য। সমতলকরণ ধাপটি সাধারণত স্লিটিং পরে এবং ফাঁকা বা স্ট্যাম্পিংয়ের আগে ঘটে।
যন্ত্রপাতি শিল্প
রেফ্রিজারেটর, ওয়াশিং মেশিন এবং এইচভিএসি সরঞ্জাম প্রস্তুতকারীরা বহিরাগত প্যানেল এবং অভ্যন্তরীণ উপাদানগুলির জন্য সমতল স্টিল এবং স্টেইনলেস স্টিল শীট ব্যবহার করে। সমতলতা প্রয়োজনীয়তা পরিসীমা থেকে ±1 মিমি থেকে ±3 মিমি প্রতি মিটার আবেদনের উপর নির্ভর করে, প্রসাধনী পৃষ্ঠের সাথে কঠোর সহনশীলতা দাবি করে।
মেটাল সার্ভিস সেন্টার
পরিষেবা কেন্দ্রগুলি ফ্যাব্রিকেটরগুলিতে বিতরণের জন্য স্টিল মিল থেকে ফ্ল্যাট শীটে কয়েল প্রক্রিয়া করে। একটি সাধারণ পরিষেবা কেন্দ্র একাধিক লেভেলার পরিচালনা করতে পারে যা বিভিন্ন বেধের পরিসীমা এবং উপাদানের ধরন, প্রক্রিয়াকরণ পরিচালনা করে প্রতিদিন 50-200 টন সরঞ্জাম ক্ষমতা এবং গ্রাহকের চাহিদা উপর নির্ভর করে।
লেজার কাটিং এবং ফ্যাব্রিকেশন
লেজার কাটিং সিস্টেমের জন্য সামঞ্জস্যপূর্ণ ফোকাল দূরত্ব এবং কাটিয়া গুণমান বজায় রাখার জন্য অত্যন্ত সমতল উপাদান প্রয়োজন। আনলেভেল শীটগুলি ফোকাস বৈচিত্র সৃষ্টি করে যা টেপারড এজ এবং ডাইমেনশনাল ত্রুটি তৈরি করে। লেজার কাটার জন্য ফ্যাব্রিকেটর প্রক্রিয়াকরণ উপাদান সমতলতা সহনশীলতা নির্দিষ্ট করে ± 0.5 মিমি বা আরও ভাল সর্বোত্তম কাটিয়া কর্মক্ষমতা নিশ্চিত করতে.
সমতলকরণ প্রক্রিয়া পরামিতি
সর্বোত্তম সমতলকরণ ফলাফল অর্জনের জন্য চূড়ান্ত সমতলতার গুণমান নির্ধারণের জন্য ইন্টারঅ্যাক্ট করার জন্য বেশ কয়েকটি প্যারামিটারের সতর্ক নিয়ন্ত্রণ প্রয়োজন:
- প্রবেশ অনুপ্রবেশ: প্রাথমিক নমন তীব্রতা নির্ধারণ করে, সাধারণত সেট করা হয় উপাদান বেধের 150-200% প্রথম রোলার জোড়ার জন্য
- প্রস্থান অনুপ্রবেশ: চূড়ান্ত সোজা করা নিয়ন্ত্রণ করে, সাধারণত উপাদান বেধের 20-50% শেষ রোলার জোড়ার জন্য
- লাইনের গতি: উৎপাদন হার থেকে পরিসীমা প্রতি মিনিটে 10-120 মিটার উপাদান স্পেসিফিকেশন এবং প্রয়োজনীয় সমতলতা উপর নির্ভর করে
- ব্যাকআপ রোল চাপ: কাজের রোল বিচ্যুতি প্রতিরোধ করে এবং উপাদান প্রস্থ জুড়ে ধারাবাহিক অনুপ্রবেশ নিশ্চিত করে
- তাপমাত্রা বিবেচনা: উপাদান তাপমাত্রা ফলন শক্তি প্রভাবিত করে; 50-100 ডিগ্রি সেলসিয়াসে উপাদানের তুলনায় ঠান্ডা উপাদানের জন্য উচ্চ শক্তি প্রয়োজন
অপারেটররা বিভিন্ন উপাদানের সমন্বয়ের জন্য সমতলকরণের রেসিপি তৈরি করে, দ্রুত সেটআপ পরিবর্তনের জন্য নিয়ন্ত্রণ ব্যবস্থায় পরামিতি সংরক্ষণ করে। অপ্টিমাইজ করা সেটিংস সহ একটি ভালভাবে রক্ষণাবেক্ষণ করা লেভেলার ভিতরে পুনরাবৃত্তিযোগ্যতা অর্জন করতে পারে ±0.2 মিমি অভিন্ন উপাদান ব্যাচ জন্য.
সাধারণ ত্রুটিগুলি সমতলকরণ দ্বারা সংশোধন করা হয়
কয়েল সেট
কুণ্ডলী সেট একটি কুণ্ডলীতে ক্ষত থেকে ধরে রাখা বক্রতা বোঝায়। একটি কুণ্ডলীর বাইরের মোড়কে প্রসার্য চাপ থাকে যখন ভিতরের মোড়কে সংকোচনমূলক চাপ থাকে, যা অবিচ্ছিন্ন বক্রতা তৈরি করে। লেভেলাররা বিকল্প বাঁক প্রয়োগ করে যা ফলন শক্তিকে অতিক্রম করে, স্থায়ীভাবে উপাদানটিকে সোজা করে এবং এই স্মৃতিকে বাদ দেয়।
এজ ওয়েভ এবং সেন্টার বাকল
এই ত্রুটিগুলি ঘটে যখন প্রান্তগুলি কেন্দ্রের (প্রান্তের তরঙ্গ) চেয়ে বেশি লম্বা হয় বা কেন্দ্রটি ঘূর্ণায়মান ক্রিয়াকলাপের সময় প্রান্তের (কেন্দ্রের ফিতে) থেকে বেশি লম্বা হয়। ডিফারেনশিয়াল প্রসারণ কম্প্রেসিভ স্ট্রেস তৈরি করে যা ওয়েভিনেস হিসেবে প্রকাশ পায়। সমতলকরণ নিয়ন্ত্রিত প্লাস্টিকের বিকৃতির মাধ্যমে এই চাপগুলিকে পুনরায় বিতরণ করে, শীটকে সমতল করে।
ক্যাম্বার এবং বো
অসম ঘূর্ণায়মান অবস্থা বা শীতল হারের ফলে ক্যাম্বার (পার্শ্বস্থ বক্রতা) এবং ধনুক (দৈর্ঘ্যের দিকে বক্রতা)। যদিও গুরুতর ক্যাম্বারের অতিরিক্ত সোজা করার সরঞ্জামের প্রয়োজন হতে পারে, মাঝারি ধনুক সাধারণত সমতলকরণে ভাল সাড়া দেয়। প্রতিটি পাশে পৃথক হাইড্রোলিক সমন্বয় সহ মেশিনগুলি ডিফারেনশিয়াল চাপ প্রয়োগ করে ক্যাম্বারের জন্য ক্ষতিপূরণ দিতে পারে।
ক্রসবো এবং টুইস্ট
ক্রসবো (ট্রান্সভার্স বক্রতা) এবং মোচড়ের ত্রুটিগুলি সংশোধন করা আরও চ্যালেঞ্জিং। ঘনিষ্ঠভাবে ব্যবধানযুক্ত রোলার সহ হেভি-ডিউটি লেভেলারগুলি ক্রসবোকে কার্যকরভাবে মোকাবেলা করতে পারে, যখন মোচড়ের জন্য প্রায়শই বিশেষ সরঞ্জামের প্রয়োজন হয় বা আপস্ট্রিম প্রক্রিয়াকরণে সমস্যাগুলি নির্দেশ করতে পারে যা উৎসে সংশোধন করা উচিত।
রক্ষণাবেক্ষণ এবং কর্মক্ষমতা বিবেচনা
সঠিক রক্ষণাবেক্ষণ সামঞ্জস্যপূর্ণ সমতলকরণের গুণমান নিশ্চিত করে এবং সরঞ্জামের জীবনকে প্রসারিত করে। গুরুত্বপূর্ণ রক্ষণাবেক্ষণ কার্যক্রম অন্তর্ভুক্ত:
- রোলার পরিদর্শন: কাজের রোলার প্রতিটি পরিদর্শন করা উচিত 3-6 মাস পরিধান, পিটিং এবং পৃষ্ঠের ক্ষতির জন্য। ক্ষুদ্র পৃষ্ঠের ত্রুটিগুলি চিহ্নিতকরণ বা স্ক্র্যাচিং হিসাবে প্রক্রিয়াকৃত উপাদানে স্থানান্তরিত হয়।
- রোলার নাকাল: যখন পৃষ্ঠের পরিধান বা ক্ষতি তাৎপর্যপূর্ণ হয়ে ওঠে, তখন সঠিক জ্যামিতি পুনরুদ্ধার করতে রোলারগুলিকে গ্রাইন্ডিং করতে হয়। বেশিরভাগ রোলার রিগ্রাউন্ড হতে পারে 3-5 বার প্রতিস্থাপন প্রয়োজনীয় হওয়ার আগে।
- ভারবহন রক্ষণাবেক্ষণ: রোলার বিয়ারিংয়ের তাপমাত্রা এবং কম্পনের জন্য নিয়মিত তৈলাক্তকরণ এবং পর্যবেক্ষণ প্রয়োজন। ভারবহন ব্যর্থতার কারণে রোলার মিসলাইনমেন্ট এবং দুর্বল সমতলকরণ ফলাফল হয়।
- হাইড্রোলিক সিস্টেম পরিষেবা: নিয়মিত তেল পরিবর্তন, ফিল্টার প্রতিস্থাপন এবং সীল পরিদর্শন দূষণ এবং চাপের ক্ষতি প্রতিরোধ করে যা সমতলকরণের সামঞ্জস্যকে প্রভাবিত করে।
- ক্রমাঙ্কন: রোলার অবস্থান, চাপ সেন্সর এবং পরিমাপ সিস্টেমের পর্যায়ক্রমিক যাচাইকরণ নিশ্চিত করে যে নিয়ন্ত্রণ ব্যবস্থা সঠিক সেটিংস বজায় রাখে।
একটি ব্যাপক প্রতিরোধমূলক রক্ষণাবেক্ষণ কর্মসূচী লেভেলার পরিষেবা জীবনকে অতিক্রম করতে পারে 20-30 বছর মূল কর্মক্ষমতা বৈশিষ্ট্য বজায় রাখার সময়. যে সুবিধাগুলি রক্ষণাবেক্ষণকে অবহেলা করে সেগুলি সাধারণত নিম্নমানের সমতলতা, রোলার পরিধান বৃদ্ধি এবং অপরিকল্পিত ডাউনটাইম থেকে উচ্চ পরিচালন ব্যয় অনুভব করে।
সমতলকরণ সরঞ্জামের জন্য নির্বাচনের মানদণ্ড
উপযুক্ত লেভেলার বেছে নেওয়ার জন্য প্রাথমিক বিনিয়োগ এবং দীর্ঘমেয়াদী অপারেটিং খরচ উভয়কেই প্রভাবিত করে এমন কয়েকটি কারণের মূল্যায়ন করা প্রয়োজন:
উপাদান বিশেষ উল্লেখ
বেধ পরিসীমা, প্রস্থ ক্ষমতা, এবং উপাদান শক্তি মৌলিক মেশিন প্রয়োজনীয়তা নির্ধারণ করে। একটি সুবিধা প্রক্রিয়াকরণ 0.5-6 মিমি কার্বন ইস্পাত এক হ্যান্ডলিংয়ের চেয়ে আলাদা সরঞ্জাম প্রয়োজন 10-50 মিমি স্টেইনলেস স্টীল প্লেট . উপাদানের ফলন শক্তি সরাসরি প্রয়োজনীয় রোলার বাহিনী এবং ব্যাকআপ সমর্থন সিস্টেমকে প্রভাবিত করে।
সমতলতা প্রয়োজনীয়তা
আবেদনপত্র দাবি ±0.5 মিমি সমতলতা অনেক ঘনিষ্ঠ-স্পেস রোলার এবং উন্নত নিয়ন্ত্রণ ব্যবস্থা সহ নির্ভুল লেভেলার প্রয়োজন। কম সমালোচনামূলক অ্যাপ্লিকেশন গ্রহণ ±2-3মিমি সমতলতা সহজ, আরো অর্থনৈতিক ডিজাইন ব্যবহার করতে পারেন. সমতলতার প্রয়োজনীয়তা সরঞ্জাম খরচ এবং অপারেটিং জটিলতা উভয়ই চালায়।
উৎপাদন ভলিউম
উচ্চ-ভলিউম অপারেশনগুলি স্বয়ংক্রিয় কয়েল হ্যান্ডলিং, দ্রুত-পরিবর্তন টুলিং এবং উচ্চ-গতির প্রক্রিয়াকরণ ক্ষমতাগুলিতে বিনিয়োগকে ন্যায্যতা দেয়। সুবিধা প্রক্রিয়াকরণ মাসিক 500 টনের কম সহজ সরঞ্জাম এবং ম্যানুয়াল সেটআপ পদ্ধতির সাথে আরও ভাল অর্থনীতি অর্জন করতে পারে।
ইন্টিগ্রেশন প্রয়োজনীয়তা
লেভেলাররা প্রায়শই ডিকোয়লার, স্ট্রেইটনার, স্লিটার এবং কাট-টু-লেংথ শিয়ারের পাশাপাশি প্রক্রিয়াকরণ লাইনের মধ্যে কাজ করে। লেভেলারকে অবশ্যই লাইনের গতির ক্ষমতার সাথে মেলে এবং আপস্ট্রিম এবং ডাউনস্ট্রিম সরঞ্জাম নিয়ন্ত্রণের সাথে একীভূত করতে হবে। কাজের দোকানের অ্যাপ্লিকেশনের জন্য স্ট্যান্ড-অলোন লেভেলারদের ইনলাইন প্রোডাকশন সিস্টেমের চেয়ে আলাদা বৈশিষ্ট্যের প্রয়োজন।