জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
জিংশি
শীট মেটাল লেভেলিং আধুনিক ধাতু তৈরির একটি গুরুত্বপূর্ণ পদক্ষেপ। কোনো কাটিং, বাঁকানো, ঢালাই, বা স্ট্যাম্পিং অপারেশন সামঞ্জস্যপূর্ণ ফলাফল প্রদান করার আগে, কাঁচামাল অবশ্যই সত্যিকারের সমতল হতে হবে — শুধু দৃশ্যত সমতল নয়, চাপমুক্ত এবং মাত্রাগতভাবে স্থিতিশীল। ভুল সমতলকরণ পদ্ধতি বেছে নেওয়ার ফলে প্রত্যাখ্যাত অংশ, পুনঃওয়ার্ক এবং ডাউনস্ট্রিম প্রক্রিয়া ব্যর্থ হয়। এই নির্দেশিকাটি প্রতিটি প্রধান শিট মেটাল সমতলকরণ পদ্ধতিকে কভার করে, প্রতিটির পিছনের পদার্থবিদ্যা ব্যাখ্যা করে এবং আপনার উপাদান, আয়তন এবং নির্ভুলতার প্রয়োজনীয়তার উপর ভিত্তি করে সঠিক পদ্ধতি নির্বাচন করার জন্য আপনাকে একটি ব্যবহারিক কাঠামো দেয়।
কেন শীট মেটাল সমতলকরণ প্রয়োজন
শীট ধাতু কুণ্ডলী আকারে মিল ছেড়ে. কুণ্ডলী করার সময়, বাইরের পৃষ্ঠটি প্রসারিত হয় যখন অভ্যন্তরীণ পৃষ্ঠটি সংকুচিত হয়, উপাদানটির শস্য কাঠামোতে বিপরীত চাপকে লক করে। যখন পরিষেবা কেন্দ্রগুলি শীটটিকে দৈর্ঘ্যে আনকোল করে, সোজা করে এবং কেটে দেয়, তখন সেই চাপগুলি সম্পূর্ণরূপে অদৃশ্য হয়ে যায় না - তারা ধাতুর একটি সমতল টুকরো বলে মনে হয় তার ভিতরে আটকে থাকে।
লেজার বা প্লাজমা কাটার মতো একটি তাপীয় কাটার প্রক্রিয়া প্রয়োগ করার মুহুর্তে সমস্যাটি দৃশ্যমান হয়ে ওঠে। তাপ লক করা স্ট্রেস ছেড়ে দেয়, এবং অংশগুলি পাটা, নম, বা প্রান্ত এবং কেন্দ্র তরঙ্গ বিকাশ করে। ঘুষি বা সূক্ষ্ম ব্ল্যাঙ্কিংয়ের পরে একই বিকৃতি ঘটে। এমনকি যান্ত্রিকভাবে কাটা অংশগুলি অবশিষ্ট স্ট্রেস প্রদর্শন করে যা পরবর্তী গঠন বা ঢালাইয়ের সময় জ্যামিতিকে বিকৃত করে।
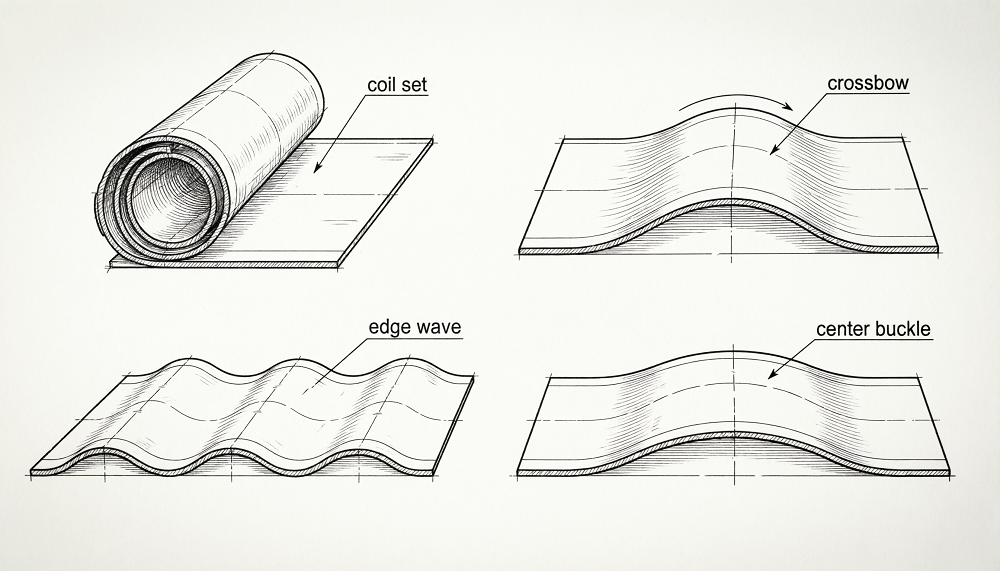
সমতলকরণের যে সাধারণ সমতলতার ত্রুটিগুলি অবশ্যই সমাধান করতে হবে তার মধ্যে রয়েছে:
- কয়েল সেট: কয়েলিং দিক অনুসরণ করে একটি অনুদৈর্ঘ্য ধনুক, কয়েল কোরের দিকে সবচেয়ে গুরুতর।
- ক্রসবো: একটি তির্যক ধনুক ঘূর্ণায়মান দিকে লম্ব, কেন্দ্রটি প্রান্তের উপরে উত্থিত।
- প্রান্ত তরঙ্গ: কেন্দ্রের সাপেক্ষে প্রান্ত অঞ্চলে সংকোচনমূলক চাপের কারণে তরঙ্গায়িত প্রান্ত।
- কেন্দ্র ফিতে: শীটের মাঝখানে স্থানীয়কৃত বাকলিং যেখানে কেন্দ্র প্রান্তের চেয়ে দীর্ঘ।
- টুইস্ট: অংশ পৃষ্ঠ জুড়ে তির্যক বিকৃতি, প্রায়ই অসমমিত কাটা বা পরিচালনার সময় প্রবর্তিত হয়।
প্রতিটি ত্রুটির ধরণের একটি আলাদা স্ট্রেস প্রোফাইল থাকে এবং তাই প্রতিটি সমতলকরণ পদ্ধতিতে ভিন্নভাবে প্রতিক্রিয়া জানায়। বোঝাপড়া শীট ধাতু সমতলতা মান একটি সমতলকরণ প্রক্রিয়া নির্বাচন করার আগে আপনাকে একটি পরিমাপযোগ্য গ্রহণযোগ্যতার মানদণ্ড নির্ধারণ করতে এবং কমিশনিং এ বিরোধ এড়াতে দেয়।
হাতুড়ি এবং শিখা সমতলকরণ
হাতুড়ি সমতলকরণ হল প্রাচীনতম শীট ধাতু সমতলকরণ পদ্ধতি এবং আজ নির্দিষ্ট পরিস্থিতিতে ব্যবহার করা হচ্ছে যেখানে মেশিন সমতলকরণ অবাস্তব। একজন অভিজ্ঞ অপারেটর একটি ইচ্ছাকৃত প্যাটার্নে একটি হাতুড়ি দিয়ে শীটটিকে আঘাত করে, সংকুচিত অঞ্চলগুলিকে প্রসারিত করে এবং স্থানীয় চাপের ঘনত্ব থেকে মুক্তি দেয়। শিখা সমতলকরণ একটি সম্পর্কিত নীতিতে কাজ করে: একটি টর্চ একটি স্থানীয় এলাকাকে উত্তপ্ত করে, যার ফলে তাপীয় প্রসারণ ঘটে; অঞ্চলটি শীতল হওয়ার সাথে সাথে সংকুচিত হয়, এটি আশেপাশের উপাদানগুলিকে উত্তপ্ত বিন্দুর দিকে টেনে নিয়ে যায়, স্থানীয় নমনকে সংশোধন করে।
উভয় পদ্ধতিই উল্লেখযোগ্য দক্ষতার দাবি রাখে। ফলাফলগুলি অপারেটরের অংশটি পড়ার, স্ট্রেস ডিস্ট্রিবিউশন বিচার করার এবং সঠিক ক্রম অনুসারে সঠিক শক্তি প্রয়োগ করার ক্ষমতার উপর সরাসরি নির্ভর করে। কোন দুটি অপারেটর অভিন্ন ফলাফল দেয় না এবং কোন একক অংশ নিশ্চিতভাবে পুনরুত্পাদন করা যায় না। বিকৃতির তীব্রতা এবং আংশিক জটিলতার উপর নির্ভর করে একটি একক টুকরা 30 মিনিট থেকে কয়েক ঘন্টা পর্যন্ত যেকোনও সময় নিতে পারে।

যখন হাতুড়ি এবং শিখা সমতলকরণ অর্থবোধ করে
- ইতিমধ্যে-একত্রিত কাঠামো বা ওয়েল্ডমেন্ট যা একটি রোলার মেশিনের মধ্য দিয়ে যেতে পারে না।
- খুব ছোট উৎপাদন ভলিউম যেখানে মেশিন সেটআপ খরচ ন্যায়সঙ্গত নয়।
- কাস্টম-আকৃতির বা অনিয়মিত অংশ যা মেশিন গাইড মিটমাট করতে পারে না।
- সমাপ্ত উপাদানগুলির সাইটে সংশোধন যেখানে মাত্রিক সহনশীলতা মাঝারি।
উৎপাদন পরিবেশের জন্য যেখানে থ্রুপুট, পুনরাবৃত্তিযোগ্যতা বা নির্ভুল সমতলতা সহনশীলতা গুরুত্বপূর্ণ, হাতুড়ি এবং শিখা সমতলকরণ অনুপযুক্ত। মানব ফ্যাক্টর একটি ব্যাচ জুড়ে ধারাবাহিক ফলাফলের গ্যারান্টি দেওয়া অসম্ভব করে তোলে।
প্রেস এবং স্ট্রেটেনিং প্রেস লেভেলিং
একটি স্ট্রেটেনিং প্রেস শীট বা প্লেটটিকে দুটি পয়েন্টে সমর্থন করে এবং সেই সমর্থন পয়েন্টগুলির মধ্যে উপাদানটিকে ফ্ল্যাট চাপতে একটি ফর্মিং ডাই প্রয়োগ করে। প্রক্রিয়াটি সেই অংশের নির্দিষ্ট অবস্থানগুলিকে লক্ষ্য করে যেখানে বিকৃতি কেন্দ্রীভূত হয়। অংশটি গ্রহণযোগ্য সমতলতায় পৌঁছানোর আগে একাধিক প্রেস সাইকেল সাধারণত প্রয়োজন হয়, কারণ প্রতিটি প্রেস স্ট্রোক একটি এলাকা সংশোধন করে এবং পার্শ্ববর্তী অঞ্চলে সম্ভাব্যভাবে চাপের পরিচয় দেয়।
কিছু ফ্যাব্রিকেটর প্রেস ব্রেক ব্যবহার করে ইম্প্রোভাইজড লেভেলার হিসেবে, যা একটি দৃশ্যমান বিকৃতি সংশোধনের জন্য কার্যকর কিন্তু বিতরণ করা অভ্যন্তরীণ চাপকে সম্বোধন করে না। একটি ডেডিকেটেড স্ট্রেটেনিং প্রেস লেভেলিংয়ের জন্য পুনরায় ব্যবহার করা প্রেস ব্রেকগুলির চেয়ে ভাল নিয়ন্ত্রণ সরবরাহ করে তবে এখনও রোলার-ভিত্তিক সিস্টেমের থ্রুপুট বা স্ট্রেস-রিলিফ গভীরতার সাথে মেলে না।
একটি সোজা প্রেসে একটি একক টুকরা সমতলকরণ সাধারণত লাগে 60 মিনিট পর্যন্ত এবং স্ট্রোকের মধ্যে অংশের আচরণ ব্যাখ্যা করার জন্য একজন দক্ষ বিশেষজ্ঞের প্রয়োজন। পদ্ধতিটি 50 মিলিমিটারের বেশি পুরু প্লেটের জন্য আরও ব্যবহারিক হয়ে ওঠে, যেখানে রোলার লেভেলারগুলির যান্ত্রিক ক্ষমতার অভাব হতে পারে এবং কম আয়তনের উত্পাদনের জন্য যেখানে একটি মেশিন বিনিয়োগ ন্যায়সঙ্গত নয়।
বিবেচনার সীমাবদ্ধতা
- বিতরণ করা অভ্যন্তরীণ চাপকে সম্বোধন করা যাবে না — শুধুমাত্র বিচ্ছিন্ন বিন্দুতে দৃশ্যমান জ্যামিতিক ত্রুটি।
- স্প্রিংব্যাকের ঝুঁকির জন্য বারবার প্রেসিং সাইকেল এবং বর্ধিত চক্র সময় প্রয়োজন।
- অপারেটরের বিচারের উপর অনেক বেশি নির্ভর করে, অপারেটর পরিবর্তনশীলগুলির মধ্যে পুনরাবৃত্তিযোগ্যতা তৈরি করে।
- পাতলা পাত ধাতুর জন্য উপযুক্ত নয় — উচ্চ স্থানীয় লোড ঘনত্ব পৃষ্ঠের ক্ষতি বা স্থায়ী চিহ্নিতকরণের ঝুঁকি।
রোলার লেভেলিং: সরল স্ট্রেইটনার থেকে যথার্থ সিস্টেম পর্যন্ত
রোলার সমতলকরণ হল সবচেয়ে ব্যাপকভাবে ব্যবহৃত শিল্প শীট ধাতু সমতলকরণ পদ্ধতি। শীটটি স্তিমিত রোলারগুলির একটি সিরিজের মধ্য দিয়ে যায় যা এটিকে ক্রমান্বয়ে হ্রাস করা প্রশস্ততার বিকল্প বাঁকের সাথে সাপেক্ষে। এই পুনরাবৃত্ত ইলাস্টিক-প্লাস্টিক বিকৃতি ক্রস-সেকশন জুড়ে অভ্যন্তরীণ চাপকে পুনরায় বিতরণ করে এবং উপাদানটিকে একটি অভিন্ন, চাপ-মুক্ত সমতল অবস্থার দিকে চালিত করে।
মৌলিক পদার্থবিদ্যা একটি হ্রাসপ্রাপ্ত সাইন তরঙ্গ অনুসরণ করে: প্রবেশ প্রান্তটি সবচেয়ে বড় বাঁকানো স্থানচ্যুতি প্রয়োগ করে, এবং প্রতিটি ক্রমাগত রোলার জোড়া স্থানচ্যুতিকে হ্রাস করে যতক্ষণ না উপাদানটি একটি কাছাকাছি-নিরপেক্ষ চাপ অবস্থায় প্রস্থান করে। প্রক্রিয়াটির কার্যকারিতা তিনটি আন্তঃসম্পর্কিত ভেরিয়েবলের উপর নির্ভর করে: রোলার ব্যাস, রোলার পিচ (মাঝ থেকে কেন্দ্রে ব্যবধান), এবং চাপের গভীরতা (অনুপ্রবেশ) .
সরল রোলার লেভেলার (স্ট্রেইটনার)
সাধারণ স্ট্রেইটনারগুলি তুলনামূলকভাবে বড় ব্যাস এবং প্রশস্ত ব্যবধান সহ ন্যূনতম সাতটি রোলার ব্যবহার করে। তারা মোটা প্লেট এবং একটি সীমিত বেধ পরিসীমা পরিচালনা করে। কারণ রোলারগুলি লোডের অধীনে বিচ্যুতির বিরুদ্ধে সক্রিয়ভাবে সমর্থিত নয়, তারা চাপের মধ্যে নত হয়, শীটের প্রস্থ জুড়ে অসম বাঁক তৈরি করে। ফ্ল্যাটনেস ফলাফল সাধারণ কাঠামোগত অ্যাপ্লিকেশনের জন্য পর্যাপ্ত কিন্তু নির্ভুলতা উত্পাদনের জন্য অপর্যাপ্ত। মেশিনের মধ্য দিয়ে একাধিক পাস প্রায়ই প্রয়োজন হয়, এবং প্রক্রিয়াটি এখনও সঠিকভাবে রোলার সেট করার জন্য অপারেটরের অভিজ্ঞতার উপর নির্ভর করে।
যথার্থ মাল্টি-রোলার লেভেলার
যথার্থ লেভেলারগুলি লোডের নীচে বিচ্যুতি রোধ করতে কার্যকরী রোলারগুলির পিছনে মধ্যবর্তী এবং সমর্থন রোলার যুক্ত করে। এটি ছোট কার্যকরী রোলার ব্যাস এবং শক্ত পিচের অনুমতি দেয়, যা শীট দৈর্ঘ্যের প্রতি ইউনিটে বাঁকানো চক্রের সংখ্যা বাড়ায় এবং প্রান্ত তরঙ্গ এবং কেন্দ্রের ফিতেগুলির মতো শর্ট-ওয়েভ ত্রুটিগুলি সংশোধন করার মেশিনের ক্ষমতাকে উন্নত করে। নির্ভুলতা সিস্টেমের সমতলতা মান অর্জন করতে পারে 0.1 মিমি/মি বা আরও ভাল - করাত ব্লেড, নির্ভুল স্ট্যাম্পিং উপাদান এবং সূক্ষ্ম-সহনশীল শীট মেটাল সমাবেশগুলির জন্য একটি প্রয়োজনীয়তা।
ম্যানুয়াল পদ্ধতির তুলনায়, রোলার সমতলকরণ নাটকীয়ভাবে চক্রের সময়কে হ্রাস করে। একটি অংশ যার জন্য 10 মিনিট প্রেস ব্রেক বা হাতুড়ি সমতলকরণের প্রয়োজন হয় তা একটি নির্ভুল রোলার লেভেলারে এক মিনিটের মধ্যে প্রক্রিয়া করা যেতে পারে, যা উচ্চ-ভলিউম অপারেশনে পরিমাপযোগ্য খরচ হ্রাসে অনুবাদ করে।
রোলিং মেশিন (থ্রি-রোলার সিস্টেম)
সবচেয়ে সহজ রোলার-ভিত্তিক কনফিগারেশন তিনটি অফসেট রোলার ব্যবহার করে। শীটটি রোলারগুলির চারপাশে বাঁকানোর সাথে সাথে এটির মধ্য দিয়ে যায় এবং সমতলতা গ্রহণযোগ্য না হওয়া পর্যন্ত প্রক্রিয়াটি পুনরাবৃত্তি হয়। এই পদ্ধতিটি শুধুমাত্র সরল, অভিন্ন সমতলতা ত্রুটিযুক্ত অংশগুলির জন্য কার্যকর। এটি অভ্যন্তরীণ চাপকে সম্বোধন করে না এবং উল্লেখযোগ্য বিকৃতি সহ যেকোনো উপাদানের জন্য একাধিক পুনরাবৃত্তির প্রয়োজন হয়। কম ভলিউমে হালকা নমন সংশোধন পরিচালনার কর্মশালার জন্য এটি সবচেয়ে উপযুক্ত।
টেনশন লেভেলিং
টেনশন সমতলকরণ শীটটিকে দুটি টেনশন রিলের মধ্যে টেনে দ্রাঘিমাভাবে প্রসারিত করে যতক্ষণ না প্রয়োগ করা চাপ উপাদানের ফলন শক্তিকে অতিক্রম করে। যেহেতু শীটটি তার ক্রস-সেকশন জুড়ে সমানভাবে ফল দেয়, পূর্বে সংকুচিত এবং উত্তেজনাযুক্ত অঞ্চলগুলির মধ্যে স্ট্রেস ডিফারেন্সিয়ালটি ভেঙে যায় এবং উপাদানটি একটি সমতল, কম-অবশিষ্ট-স্ট্রেস অবস্থায় বেরিয়ে যায়।
অনেক ইন্ডাস্ট্রিয়াল টেনশন লেভেলিং সিস্টেম একটি হাইব্রিড পদ্ধতিতে টেনশনের সাথে রোলার বেন্ডিংকে একত্রিত করে: শীটটি প্রথমে স্থূল চাপকে পুনঃবন্টন করার জন্য বেন্ডিং রোলারের মধ্য দিয়ে যায়, তারপর চূড়ান্ত সমতলতা এবং পুরুত্বের অভিন্নতা অর্জনের জন্য টেনশনের মধ্য দিয়ে যায়। এই সংমিশ্রণটি উচ্চ-শক্তির স্টিল এবং খুব পাতলা উপকরণগুলির জন্য বিশেষভাবে কার্যকর যেখানে রোলার-কেবল সিস্টেমগুলি পৃষ্ঠের যোগাযোগের ক্ষতি ছাড়াই যথেষ্ট নমন প্রয়োগ করতে লড়াই করে।
উত্তেজনা সমতলকরণের জন্য সেরা অ্যাপ্লিকেশন
- খুব পাতলা শীট এবং ফয়েল যেখানে ছোট রোলার ব্যাস এখনও পৃষ্ঠ চিহ্নিত করে।
- 1.0 এর কাছাকাছি ফলন-থেকে-টেনসিল অনুপাত সহ উচ্চ-শক্তির ইস্পাত গ্রেড, যা অতিরিক্ত চাপ ছাড়া বাঁকানো কঠিন।
- কয়েল প্রসেসিং লাইন যেখানে উপাদান ক্রমাগত চলে এবং টান নিয়ন্ত্রণ ইতিমধ্যেই লাইন আর্কিটেকচারের অংশ।
- অ্যাপ্লিকেশন যেখানে প্রস্থ জুড়ে বেধ অভিন্নতা সমতলতার মতোই গুরুত্বপূর্ণ।
অসুবিধা হল জটিলতা এবং মূলধন খরচ। টেনশন সমতলকরণের জন্য টেনশন রিলগুলির সুনির্দিষ্ট নিয়ন্ত্রণ এবং অসম টানা থেকে নতুন অনুদৈর্ঘ্য চাপ প্রবর্তন এড়াতে সতর্ক ক্রমাঙ্কন প্রয়োজন। এটি কাটার পরে পার্ট-বাই-পার্ট লেভেলিংয়ের জন্য কম ব্যবহারিক এবং প্রাথমিকভাবে কয়েল প্রক্রিয়াকরণ পরিবেশে ব্যবহৃত হয়।
হট রোলিং এবং কোল্ড রোলিং লেভেলিং
কোল্ড রোলিং লেভেলিং শীটকে রোলারের মধ্য দিয়ে ঘরের তাপমাত্রায় বা তার কাছাকাছি পাস করে, উচ্চ চাপ প্রয়োগ করে যা উপাদানটিকে প্লাস্টিকভাবে বিকৃত করে। এই পদ্ধতিটি শুধুমাত্র সমতলতা সংশোধন করে না বরং পৃষ্ঠের ফিনিস উন্নত করে এবং যান্ত্রিক বৈশিষ্ট্য বৃদ্ধি করে — কঠোরতা এবং প্রসার্য শক্তি উভয়ই কাজ শক্ত হওয়ার কারণে বৃদ্ধি পায়। এটি উপযুক্ত যখন পৃষ্ঠের গুণমান একটি প্রাথমিক প্রয়োজন, যেমন স্বয়ংচালিত বডি প্যানেল খালি বা নির্ভুল ইঞ্জিনিয়ারিং সাবস্ট্রেটের জন্য। সীমাবদ্ধতা হল কোল্ড রোলিং পাতলা গেজের মধ্যে সীমাবদ্ধ; খুব পুরু প্লেটগুলির জন্য অত্যধিক শক্তির প্রয়োজন হয় এবং কাজ শক্ত করার প্রভাবটি নমনীয়তাকে সেই বিন্দুতে কমিয়ে দিতে পারে যেখানে ডাউনস্ট্রিম গঠন প্রভাবিত হয়।
হট রোলিং লেভেলিং লেভেলিং রোলারগুলির মধ্য দিয়ে যাওয়ার আগে শীটটিকে তার পুনঃক্রিস্টালাইজেশন তাপমাত্রার উপরে উত্তপ্ত করে। উচ্চ তাপমাত্রা ফলনের শক্তি হ্রাস করে এবং নমনীয়তা বাড়ায়, মোটা প্লেটগুলিকে বিকৃত করা অনেক সহজ করে তোলে। তাপও চাপ উপশম ত্বরান্বিত করে। এই পদ্ধতিটি প্রাথমিক ইস্পাত প্রক্রিয়াকরণ এবং শিপবিল্ডিং-গ্রেড প্লেট উত্পাদনের ক্ষেত্রে আদর্শ। গরম করার শক্তির খরচ হল প্রাথমিক অপারেশনাল অসুবিধা, এবং তাপীয় চিকিত্সা উপাদানের মাইক্রোস্ট্রাকচারকে এমনভাবে পরিবর্তন করতে পারে যেগুলির জন্য স্পেসিফিকেশন-সংবেদনশীল অ্যাপ্লিকেশনগুলির জন্য পোস্ট-প্রক্রিয়া যাচাইকরণের প্রয়োজন হয়।
হাইড্রোলিক প্রিসিশন লেভেলিং: দ্য মডার্ন ইন্ডাস্ট্রিয়াল স্ট্যান্ডার্ড
হাইড্রোলিক নির্ভুলতা সমতলকরণ উত্পাদন পরিবেশের জন্য শীট মেটাল সমতলকরণে শিল্পের বর্তমান অবস্থার প্রতিনিধিত্ব করে। যান্ত্রিক রোলার লেভেলারগুলির বিপরীতে যেখানে স্ক্রু সামঞ্জস্য দ্বারা প্রেসিং ফোর্স স্থির করা হয়, একটি জলবাহী সমতলকরণ মেশিন শীটের পুরো প্রস্থ জুড়ে গতিশীলভাবে প্রেসিং ফোর্স এবং রোলার গ্যাপ নিয়ন্ত্রণ করতে ক্লোজড-লুপ হাইড্রোলিক সিলিন্ডার ব্যবহার করে। এটি সিস্টেমটিকে সামঞ্জস্যপূর্ণ নমন শক্তি বজায় রাখার অনুমতি দেয় এমনকি উপাদানের বেধ, ফলনের শক্তি বা তাপমাত্রা উৎপাদন ব্যাচের মধ্যে পরিবর্তিত হয়।

কাজের নীতিটি পর্যায়ক্রমে ইলাস্টিক-প্লাস্টিকের নমন থেকে যায়, তবে হাইড্রোলিক ড্রাইভের নির্ভুলতা সেই ক্ষমতাগুলি আনলক করে যা যান্ত্রিক সিস্টেমগুলি মেলে না:
- বিস্তৃত উপাদান পরিসীমা: হাইড্রোলিক সিস্টেমগুলি 0.1 মিমি অতি-পাতলা কপার ফয়েল থেকে 60 মিমি বিশেষ অ্যালয় পুরু প্লেট পর্যন্ত একটি একক মেশিন পরিবারের মধ্যে উপাদানগুলি প্রক্রিয়া করতে পারে, সঞ্চিত রেসিপিগুলির মাধ্যমে তাদের মধ্যে পরিবর্তন করতে পারে।
- সক্রিয় মুকুট নিয়ন্ত্রণ: কাজের রোলারগুলির পিছনের সাপোর্ট রোলারগুলি জোন অনুসারে জোন দ্বারা জলবাহীভাবে সামঞ্জস্য করা হয়, লোডের অধীনে রোলারের বিচ্যুতির জন্য ক্ষতিপূরণ দেয় এবং প্রশস্ত শীট জুড়ে সামঞ্জস্যপূর্ণ নমন নিশ্চিত করে — একযোগে প্রান্ত তরঙ্গ এবং কেন্দ্রের বাকলগুলি দূর করার জন্য গুরুত্বপূর্ণ।
- পুনরাবৃত্তিযোগ্য রেসিপি-ভিত্তিক অপারেশন: উপাদান-নির্দিষ্ট পরামিতিগুলি (বল, অনুপ্রবেশ, গতি) সংরক্ষণ করা হয় এবং স্বয়ংক্রিয়ভাবে প্রত্যাহার করা হয়, শিফট জুড়ে অপারেটর-নির্ভর সেটআপ বৈচিত্র্য দূর করে।
- ছিদ্রযুক্ত এবং তাপ-চিকিত্সা উপাদান পরিচালনা: উন্নত জোন-বাই-জোন রোলার চাপ নিয়ন্ত্রণ প্রস্থ জুড়ে নির্বাচনী প্রসারণকে সক্ষম করে, যা সহজতর সিস্টেমগুলিকে পরাস্ত করে এমন উপাদানগুলিকে সমতল করা সম্ভব করে — ছিদ্রযুক্ত শীট, তাপ-পরবর্তী-চিকিত্সা করা ফাঁকা জায়গা এবং উচ্চ-টেনসিল-শক্তির প্লেট।
হাইড্রোলিক লেভেলার ডিজাইনের মধ্যে মূল পার্থক্য নিয়ন্ত্রণ আর্কিটেকচারে রয়েছে। একা হাইড্রোলিক চাপ নিয়ন্ত্রণ করা রোলার অবস্থান বা সিলিন্ডার শক্তির বন্ধ-লুপ নিয়ন্ত্রণের সমতুল্য নয়। অবস্থান এবং জোর প্রতিক্রিয়া — রৈখিক দাঁড়িপাল্লা এবং লোড কোষের মাধ্যমে — যা তেলের তাপমাত্রার প্রবাহ, ভালভ প্রতিক্রিয়ার পরিবর্তন এবং ধীরে ধীরে উপাদান পরিধানের মুখে প্রতিদিনের পুনরাবৃত্তিযোগ্যতা সক্ষম করে। যে মেশিনগুলি একা চাপ নিয়ন্ত্রণের উপর নির্ভর করে শুধুমাত্র একটি সংকীর্ণ অপারেটিং ব্যান্ডের মধ্যে সামঞ্জস্যপূর্ণ ফলাফল দেবে।
স্বয়ংচালিত উপাদান, নির্ভুল শীট ধাতু, লিফট যন্ত্রাংশ, করাত ব্লেড এবং ইলেকট্রনিক্স ঘেরে বাল্ক উত্পাদন ক্রিয়াকলাপের জন্য, জলবাহী নির্ভুলতা সমতলকরণ এমন একটি পদ্ধতি যা উত্পাদন-স্তরের সমতলতা অর্জনযোগ্য এবং যাচাইযোগ্য গ্যারান্টি দেয়। সম্পূর্ণ পরিসীমা অন্বেষণ শিল্প অ্যাপ্লিকেশন যেখানে নির্ভুলতা সমতলকরণ পরিমাপযোগ্য প্রক্রিয়া উন্নতি প্রদান করে।
স্ট্রেচার লেভেলিং
স্ট্রেচার লেভেলিং হাইড্রোলিক ক্ল্যাম্প ব্যবহার করে শীটটিকে উভয় প্রান্তে আঁকড়ে ধরে এবং এটিকে একই সাথে একাধিক দিকে টানতে পারে যতক্ষণ না পুরো ক্রস-সেকশন জুড়ে অভিন্ন ফলনের মাধ্যমে অভ্যন্তরীণ চাপ সমান না হয়। কয়েল প্রসেসিং লাইনে টেনশন সমতলকরণের বিপরীতে, স্ট্রেচার লেভেলিং পৃথক কাটা শীট বা প্লেটগুলিতে কাজ করে এবং এটি এমন উপকরণগুলির জন্য ডিজাইন করা হয়েছে যেখানে অনুদৈর্ঘ্য এবং ট্রান্সভার্স স্ট্রেস গ্রেডিয়েন্ট উভয়ই একটি একক অপারেশনে সংশোধনের প্রয়োজন।
পদ্ধতিটি চমৎকার সমতলতা এবং অবশিষ্ট স্ট্রেস রিলিফ অর্জন করে তবে ক্রমাগত রোলার বা টেনশন লেভেলিংয়ের চেয়ে ধীর এবং উচ্চ-মূল্যের, কম-আয়তনের অ্যাপ্লিকেশন যেমন অ্যারোস্পেস প্লেট, পুরু স্ট্রাকচারাল ফাঁকা বা বিশেষ অ্যালয় শীটগুলির জন্য সবচেয়ে উপযুক্ত যেখানে অংশ খরচ দীর্ঘ চক্রের সময়কে সমর্থন করে। এটি যত্নশীল ক্রমাঙ্কন প্রয়োজন: অপর্যাপ্ত প্রসারিত অবশিষ্ট চাপ ছেড়ে; অত্যধিক প্রসারিত স্থায়ীভাবে মাত্রা এবং যান্ত্রিক বৈশিষ্ট্য পরিবর্তন.
কিভাবে সঠিক শীট মেটাল লেভেলিং পদ্ধতি নির্বাচন করবেন
সঠিক সমতলকরণ পদ্ধতি উপাদান বৈশিষ্ট্য, উত্পাদন আয়তন, সমতলতা প্রয়োজনীয়তা এবং অংশ জ্যামিতির সমন্বয় দ্বারা নির্ধারিত হয়। নিম্নলিখিত সারণীটি সমস্ত প্রধান পদ্ধতি জুড়ে মূল নির্বাচনের মানদণ্ডগুলিকে সংক্ষিপ্ত করে৷
| পদ্ধতি | পুরুত্ব পরিসীমা | ভলিউম উপযুক্ততা | সমতলতা গুণমান | স্ট্রেস রিলিফ | সাধারণ ব্যবহারের ক্ষেত্রে |
|---|---|---|---|---|---|
| হাতুড়ি / শিখা | যে কোন | 1-5 টুকরা | কম / পরিবর্তনশীল | আংশিক (শুধুমাত্র স্থানীয়) | Weldments, অন-সাইট মেরামত |
| স্ট্রেটেনিং প্রেস | > 50 মিমি সাধারণ | ছোট ব্যাচ | পরিমিত | আংশিক (বিন্দু সংশোধন) | পুরু প্লেট, দৃশ্যমান বিকৃতি |
| সরল রোলার লেভেলার | মাঝারি-মোটা | মাঝারি | পরিমিত | লিমিটেড | সাধারণ কাঠামোগত প্লেট |
| যথার্থ রোলার লেভেলার | পাতলা-মাঝারি | উচ্চ | উচ্চ (≤ 0.5 mm/m) | ভাল | স্ট্যাম্পিং, লেজার কাটিংয়ের প্রস্তুতি |
| টেনশন লেভেলিং | খুব পাতলা - উচ্চ শক্তি | উচ্চ (coil line) | অনেক উঁচুতে | চমৎকার | AHSS, ফয়েল, কুণ্ডলী প্রক্রিয়াকরণ |
| কোল্ড রোলিং লেভেলিং | পাতলা | উচ্চ | অনেক উঁচুতে | ভাল | স্বয়ংচালিত শরীরের প্যানেল, নির্ভুল অংশ |
| হট রোলিং সমতলকরণ | মোটা প্লেট | উচ্চ (mill-scale) | পরিমিত–high | ভাল | কাঠামোগত ইস্পাত, জাহাজ নির্মাণ প্লেট |
| হাইড্রোলিক যথার্থ লেভেলিং | 0.1 মিমি - 60 মিমি | উচ্চ | অনেক উঁচুতে (≤ 0.1 mm/m) | চমৎকার | যথার্থ mfg, মিশ্র-উপাদান উত্পাদন |
| স্ট্রেচার লেভেলিং | মাঝারি-মোটা | নিম্ন-মাঝারি | অনেক উঁচুতে | চমৎকার | মহাকাশ প্লেট, বিশেষ খাদ |
ব্যবহারিক নির্বাচন যুক্তি
আপনার উপাদান দিয়ে শুরু করুন. আপনি যদি একটি একক সুবিধার মধ্যে বিস্তৃত ধাতু এবং বেধ প্রক্রিয়া করেন, জলবাহী নির্ভুলতা সমতলকরণ একমাত্র পদ্ধতি যা রেসিপি-ভিত্তিক ধারাবাহিকতার সাথে সম্পূর্ণ বর্ণালী পরিচালনা করে। যদি আপনার অপারেশন উচ্চ আয়তনে একটি একক উপাদান পরিবারের মধ্যে সীমাবদ্ধ থাকে, তাহলে সেই উইন্ডোটির জন্য অপ্টিমাইজ করা একটি নির্ভুল রোলার লেভেলার আরও সাশ্রয়ী হতে পারে। একটি অবিচ্ছিন্ন কুণ্ডলী লাইনে খুব পাতলা ফয়েল বা উন্নত উচ্চ-শক্তি ইস্পাত জন্য, টান সমতলকরণ সবচেয়ে অভিন্ন ফলাফল প্রদান করে। মাঝে মাঝে পুরু-প্লেট সংশোধন বা ঢালাই পুনঃওয়ার্কের জন্য, একটি প্রেস বা স্ট্রেইটনিং প্রেস ব্যবহারিক পছন্দ থেকে যায়।
তারপর আপনার ডাউনস্ট্রিম প্রক্রিয়া বিবেচনা করুন. যদি সমতল করা শীট লেজার কাটা হয়, সমতলকরণের পরে অবশিষ্ট স্ট্রেস লেভেল জ্যামিতিক সমতলতার মতো গুরুত্বপূর্ণ - তাপীয় কাটা যা চাপ থাকে তা ছেড়ে দেবে। যদি এটি স্পষ্টতা স্ট্যাম্পড বা গঠিত হয়, প্রস্থ জুড়ে সমতলতা অভিন্নতা প্রধান প্রয়োজন। একটি পদ্ধতি নির্বাচন করার আগে ডাউনস্ট্রিম সংবেদনশীলতা সংজ্ঞায়িত করা নিশ্চিত করে যে সমতলকরণ পদক্ষেপটি আসলে সমস্যাটি সরানোর পরিবর্তে সমাধান করে।
কৌশল এবং সরঞ্জাম কনফিগারেশনের একটি গভীর তুলনার জন্য, নির্দেশিকা ধাতু সমতলকরণ কৌশল প্রতিটি পদ্ধতির জন্য অতিরিক্ত টুল-স্তরের বিশদ কভার করে।
একটি সম্পূর্ণ উৎপাদন লাইনে সমতলকরণ একীভূত করা
আধুনিক শীট মেটাল ফ্যাব্রিকেশনে, সমতলকরণ খুব কমই একটি বিচ্ছিন্ন পদক্ষেপ হিসাবে কাজ করে। লেভেলিং ইনভেস্টমেন্টে সর্বোচ্চ রিটার্ন আসে যখন লেভেলিং মেশিন একটি সংযুক্ত প্রোডাকশন লাইনে একীভূত হয় — ডিকয়লার আপস্ট্রিম, কাটিং বা স্ট্যাম্পিং সিস্টেম ডাউনস্ট্রিম, এবং একটি কেন্দ্রীয় ডেটা সিস্টেম যা ট্রেসেবিলিটির জন্য উপাদানের পরামিতি, বল সেটিংস এবং সমতলতার ফলাফলগুলি লগ করে।
রেসিপি-ভিত্তিক উপাদান হ্যান্ডলিং হল ব্যবহারিক প্রক্রিয়া: যখন উপাদান আইডি পরিবর্তিত হয়, সমতলকরণ প্রোগ্রাম স্বয়ংক্রিয়ভাবে পরিবর্তিত হয়, ম্যানুয়াল সেটআপের সময় এবং একটি নতুন খাদ বা বেধে ভুল পরামিতি চালানোর ঝুঁকি দূর করে। ডাউনস্ট্রিম পরিদর্শন প্রতিক্রিয়া — যেখানে একটি সমতলতা পরিমাপের ফলাফল পরবর্তী সমতলকরণ চক্রকে পরিমার্জিত করতে ব্যবহৃত হয় — লুপ বন্ধ করে এবং অপারেটরের হস্তক্ষেপ ছাড়াই ক্রমাগত উন্নতি সক্ষম করে।
সমতলকরণ পদ্ধতি নির্বাচন করা যাই হোক না কেন, সমতলতার পাশাপাশি পৃষ্ঠের অখণ্ডতা অবশ্যই পর্যবেক্ষণ করা উচিত। রোলার মার্কিং, দূষিত রোলার থেকে পিকআপ এবং অ্যালুমিনিয়াম বা তামার মতো সংবেদনশীল ধাতুগুলিতে মাইক্রো-স্ক্র্যাচগুলি প্রত্যাখ্যানের কারণ যা সমতলকরণের পরে প্রদর্শিত হয়, এটির সময় নয়। রক্ষণাবেক্ষণ শৃঙ্খলা — রোলার পরিষ্কার করা, তেল পরিষ্কার করা, সেন্সর ক্রমাঙ্কন, এবং পর্যায়ক্রমিক জ্যামিতি যাচাইকরণ — এমন একটি অপারেশনাল অনুশীলন যা সময়ের সাথে সমতলকরণের ফলাফলগুলিকে সামঞ্জস্য রাখে।
তাদের উৎপাদন লাইনে একীকরণের জন্য হাইড্রোলিক নির্ভুলতা সমতলকরণ সমাধানগুলি মূল্যায়নকারী নির্মাতাদের জন্য, অ্যাপ্লিকেশন ওভারভিউ শিল্প এবং উপাদানের ধরন দ্বারা কনফিগারেশন নির্দেশিকা প্রদান করে।